

The Best Wire Shelving to Choose for Commercial Kitchens
Industry expert, consider the specific needs of your clients when selecting the right finish for their commercial kitchen shelving. In this blog, we'll explore the features, benefits, and limitations of commercial kitchens, so you can make the best decision on which one will suit your company's needs.
Commercial kitchens are demanding environments requiring special shelving solutions. Wire shelving that can withstand high temperatures, moisture, and bacteria. The type of wire shelving used can make a significant difference in the durability and lifespan of the shelving. In this blog find the four different finishes that protect you in hazardous areas, those commonly found in commercial kitchens: the finishes are epoxy powder coating, nickel-chrome plated, zinc plated, and antimicrobial finish.
Designing for Commercial Kitchens
Designing a commercial kitchen layout involves several considerations, such as fire safety, hygiene, and efficient workflow. Your design can determine whether the kitchen succeeds or fails. Consider these specific cases:
- Will the delivery guy from the new app service have easy access to his packages and bags?
- Will the lighting and layout make for a safe environment for cooks, cleaners and servers?
- Will the kitchen be able to comply or exceed local rules and regulations around cleanliness, fire hazards and food temperature?
In order to check off the above; You need to be innovative, finding equipment, placement and storage solutions that go beyond what's on paper. You have to understand the space you are working with, the business volume and schedule, and the demands of your particular kitchen crew from chef to dishwasher. Consider how you will refrigerate, prepare and serve the most expensive food you serve. To how you deal with the waste and garbage that comes from prep and dining leftovers.
When it comes to storage options Simply Wire Shelving has researched, worked with experts and expanded our line to meet the needs of commercial kitchens. We can manufacture or partner with another factory in our area that can deliver to your specifications, whether it's price, feature or quantity.
Commercial grade shelving needs to be suited for refrigerators, nearby ovens or stoves and in areas that are prone to mold. Also, if you are looking to put up shelving in tight areas, around corners or in an island layout, we have special items that can solve storage specifically for these designs. Simply Metal goes the extra mile, insuring you get top quality commercial grade products and finishes.
Commercial Kitchen areas needing attention . . .
- Hot and Dry near stoves and ovens can be a fire danger.
- Shelving in these areas need to disperse heat.
- And make sure that nothing gets close to the fire.
- See below for the best finishes for kitchen Wire Shelving.
- Moist and Steamy refrigerators and dishwashers can cause corrosion and rust.
- Shelving needs to resist mold and protect from bacteria.
- Also, the shelving can't let water accumulate.
- Damp and Wet around sinks, floors and corners.
- Similar to moist environs, water opens the door to bacteria and black mold. You need shelves that resist dangerous growth.
How a Special Finish Will Solve Your Clients Kitchen Shelving Puzzle.
1. Benefits of Shelving with Epoxy Coating
Epoxy powder coating offers exceptional resistance to bacteria, flexibility, and adhesion. Unlike other coatings, it does not produce any hazardous vapors, making it safe for kitchens and kitchen workers. Its a long-lasting product that extends the lifespan of shelving, reducing the costs of maintenance and replacement. These benefits make epoxy powder coating a top choice for those seeking durability, safety, and cost-effectiveness.
Where to Use Epoxy Powder Coated Shelving
- Wet or dry storage environments.
- Visual and textile appeal, non slip and easy to handle.
- Low cost shelves suitable for refrigerators or freezers.
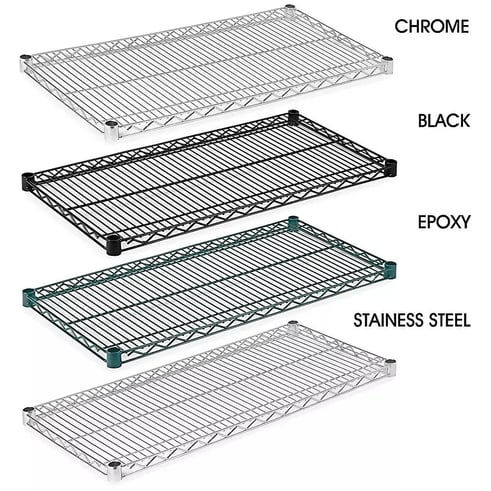
2. Benefits of Chrome Plated Shelving.
For those seeking visually appealing and long-lasting wire shelving, go with chrome plated. Its corrosion resistance makes it perfect for use in damp or humid environments, and the chrome layer simplifies the cleaning process while also increasing the durability and longevity.Where to use chrome plated shelving
- Intended for dry storage only.
- Shinier than Zinc plated.
- Visually appealing.

3. Benefits of Zinc Plated Shelving
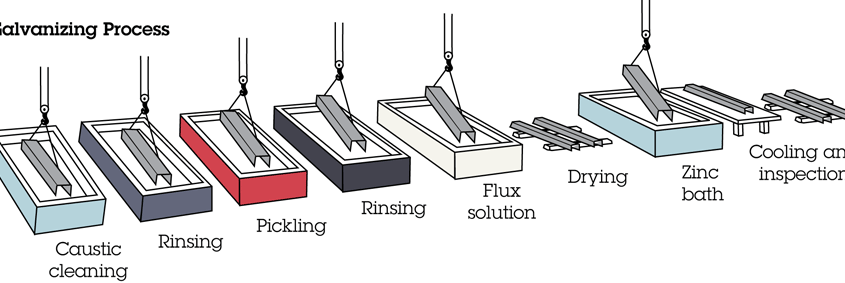
Use Zinc Plating to protect your steel wire shelves against corrosion. The zinc coating creates a physical barrier which works to prevent rust. Typically, buyers choose zinc because of its distinctive ability to fight corrosion. Note: the process for zinc plating involves electroplating a thin coating of zinc metal onto the surface of another metal object.
Where to use zinc plated shelving
- Low cost.
- High-temperature tolerance, good for hot environments.
- Intended for dry storage.
The Zinc Plating Process at Wire Shelving
4. Benefits of an Antimicrobial Finish
The antimicrobial epoxy finish is perfect for dry or wet environments around food storage, prep or dishwashing areas. It prevents the growth of harmful microorganisms such as bacteria, fungi, or protozoans, making it ideal for use in environments where bacteria and molds are a concern. Using the same technique as baked epoxy, this finish adds an extra layer of protection that lasts up to 20 years, making it a durable and reliable choice for commercial kitchens and other food industries. It provides peace of mind to those who need hygiene and safety, and its low maintenance requirements make it a cost-effective option for long-term use.
Where to use antimicrobial epoxy finishing
- Mainly used in the food industry.
- Rustproof for up to 20 years, we provide a 15 year warranty.
- Suitable for dry and wet storage environments.
In sum it up, the right wire shelving for commercial kitchens will create a successful and safe environment for your kitchen or clients. With the four finishes we spoke about - epoxy powder coating, nickel-chrome plated, zinc plated, and antimicrobial finish - you can select the best finish and shelf to meet your client's or catalogs specific needs. Whether it's durability, resistance to corrosion, or antimicrobial protection, Simply Wire Shelving offers a wide range of customizable solutions that fits your budget and requirement. We supply globally from our own factory and provide advanced engiineering, QA services, OEM and cooperative agreements with other factories in our area that will meet your needs.
We use continual improvement methods of manufacturing. Using input from the floor, customer's specifications and in-house engineering to get you a better product.
Making sure you get:
- Fast and nimble response to your requests.
- The best service and prices on the market.
- 100% guaranteed in-house QA for any product delivered.
By understanding the unique demands of commercial kitchens and implementing innovative storage solutions, you can insure a safe and efficient kitchen that will prosper and turn out 1000's or even 100's of 1000's of meals safely, efficiently and to the enjoyment of the customer.
